| Profile | Internal ”attachment seam“ Crevice corrosion between weld ring and flange is avoided | External “attachment seam” Re-welding or disassembly possible | Capacity of radia differential expansion | Undo and re-weld |
|---|---|---|---|---|
 | Usual | Not possible |
Depending on the thickness of the wall of the tours, to a max. △r - 5 mm | Easy to separate with a 2 mm cutting wheel. Can be re-welded 2 to 4 times. |
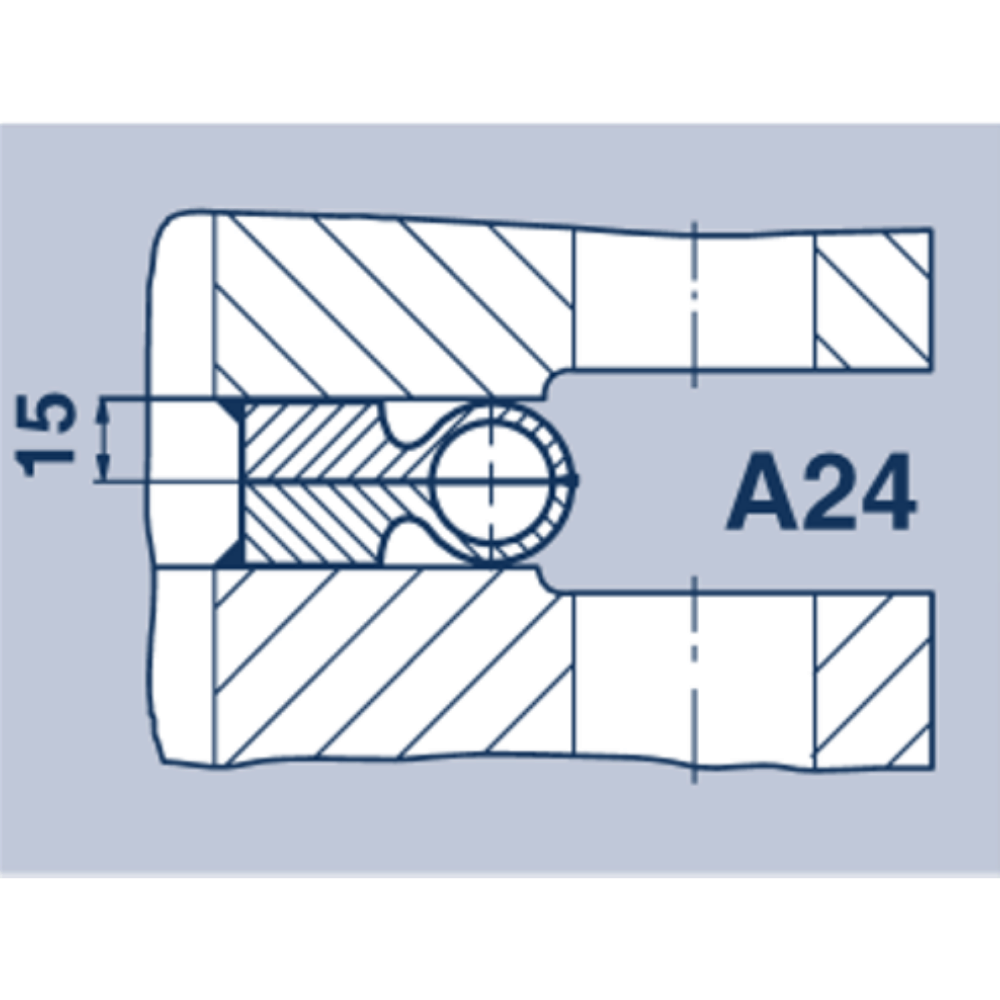
 | Possible to have additional attachment. Intermittently welded. | Usual |
Depending on the thickness of the wall of the torus, to a max. △r - 5 mm | Easy to separate with a 2 mm cutting wheel. Can be re-welded 2 to 4 times. |
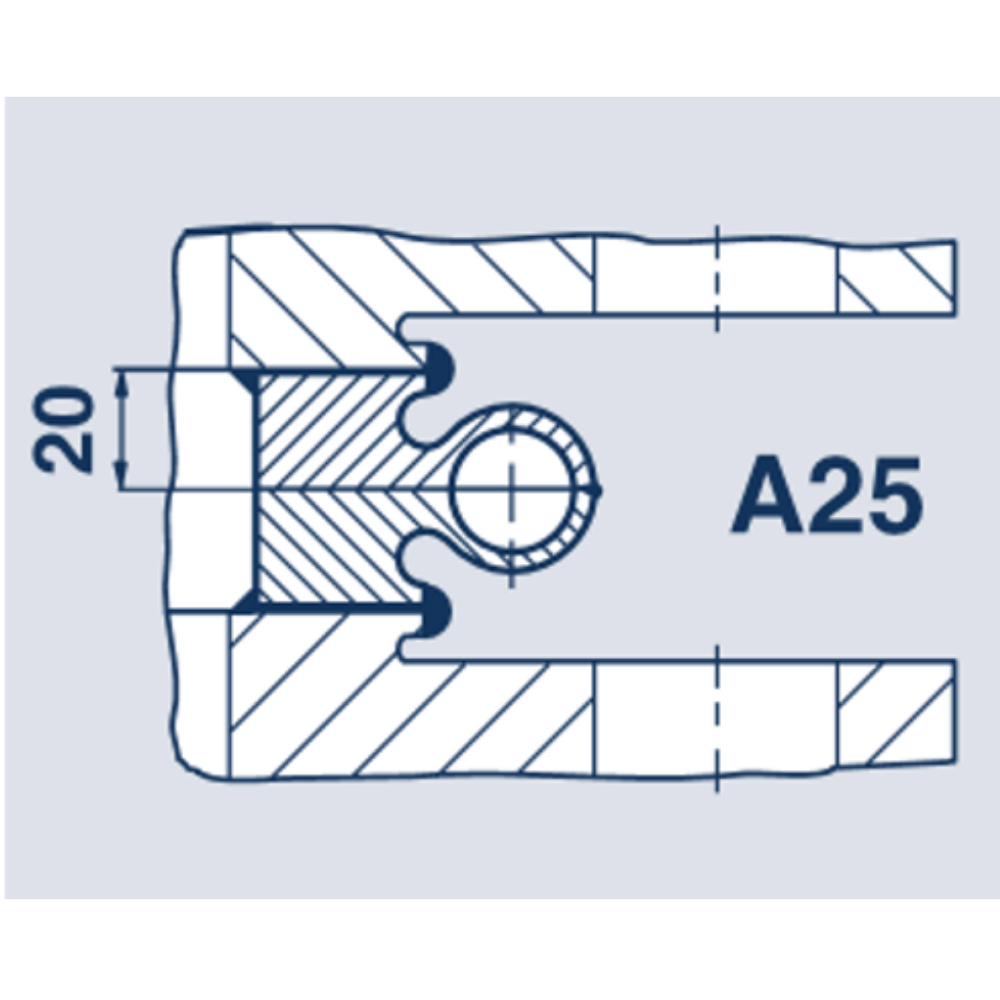
 | a) Only as an additional attachment. Intermittently welded. b) If there is a danger of corrosion. | a) Usual setup. b) Only as an additional attachment aid. Intermittently welded. | Only low capacity due to the small lip. max. △r - 5 mm | Difficult to separate Can be re-welded 1 to 3 times. |
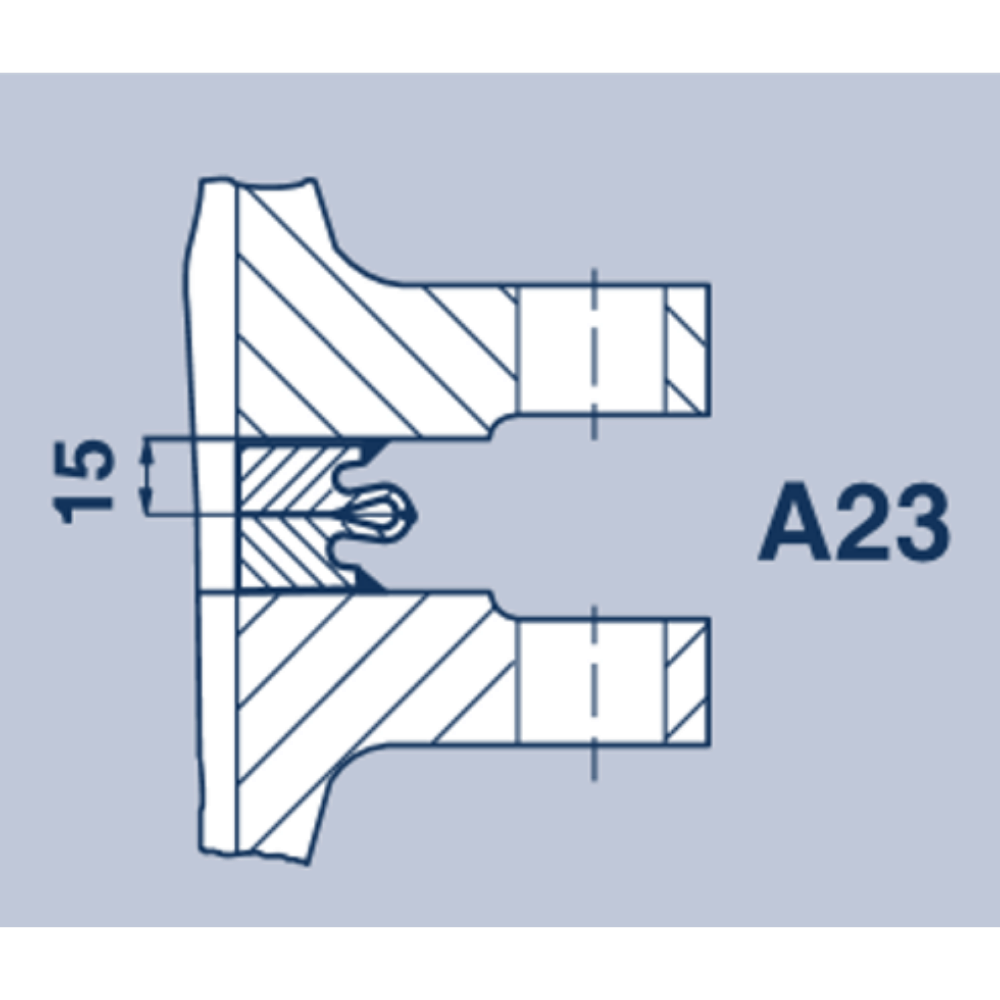
 | a) Only as an additional attachment. Intermittently welded. b) If there is a danger of corrosion. | a) Usual setup. b) Only as an additional attachment aid. Intermittently welded. | Not really possible
max. △r - 0.1 mm | With cutting wheel Separation loss 2 to 3 mm respectively. Can be re-welded 3 to 5 times. |
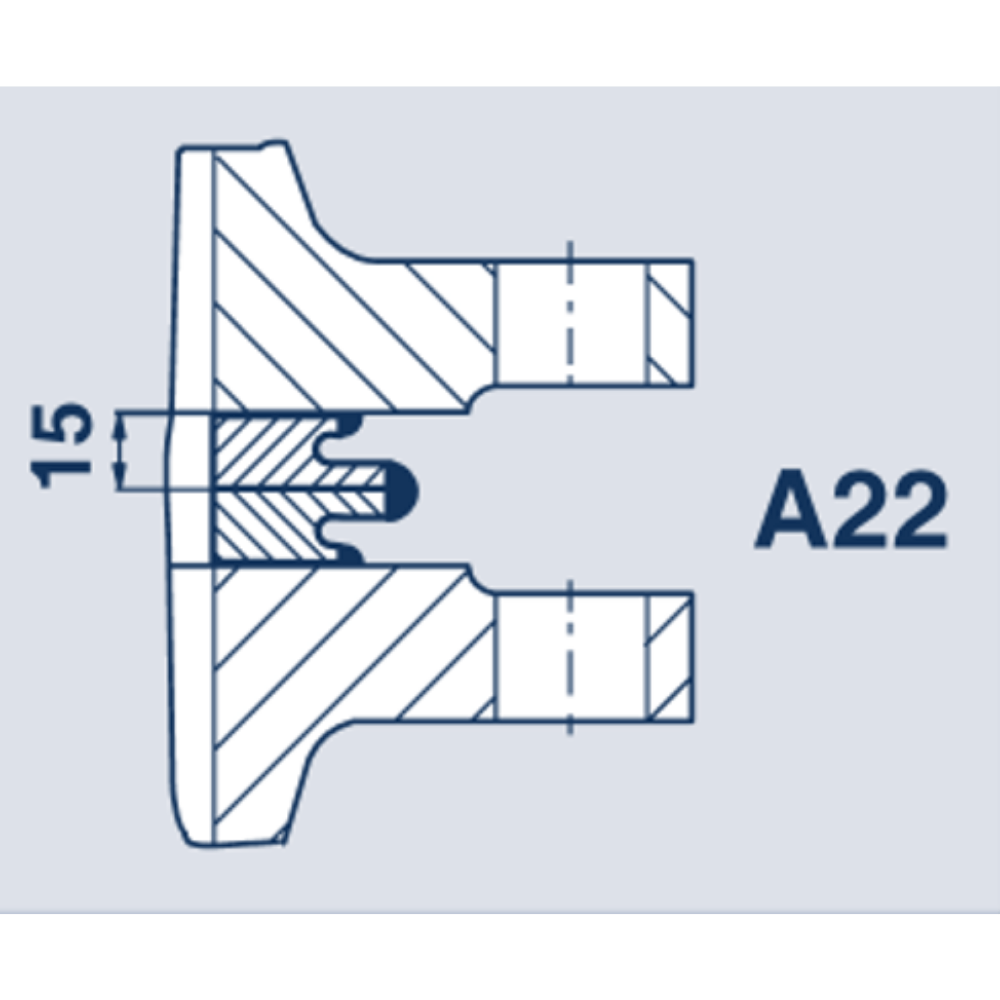
 | Usual | Not possible Flange form M in accordance with DIN 2526 also necessary. | Modest capacity
Depending on projection. max .△r - 0.3 mm | With cutting wheel Separation loss 2 to 3 mm respectively. Can be re-welded 2 to 4 times. |

